Анонсы проектов

Готов к отгрузке оригинальный тканевый бункер БТ-10, изготовленный на заказ для ООО «Топ Продукт» г. Орехово-Зуево Московской области.
>>Оборудование на складе


Линия конфет по технологии one-shot




{kind=link}
{kind=link}
{kind=link}
{kind=link}
Производительность 250 кг/час
Производство шоколадных конфет по технологии one-shot позволяет формовать шоколадную оболочку и начинку за один впрыск.

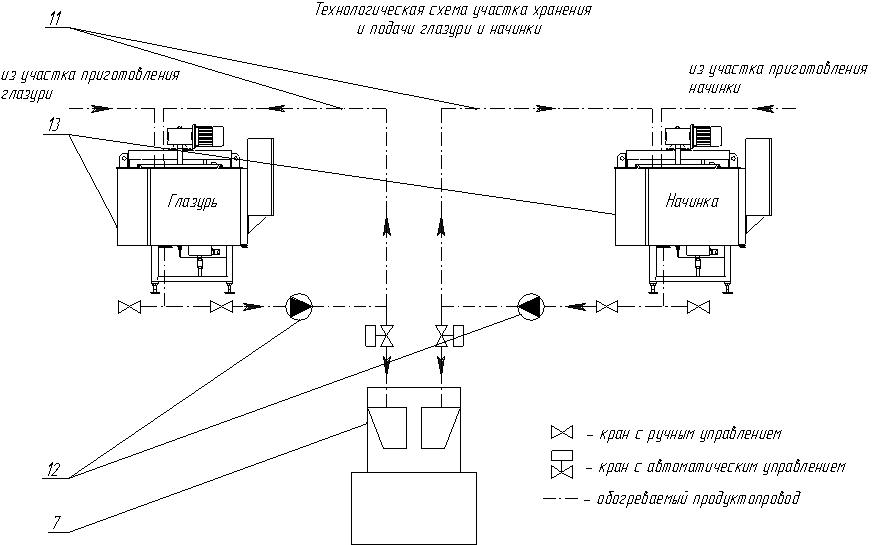
Приготовленная пралиновая начинка и шоколадная глазурь могут подаваться с других линий и хранится в темперирующих емкостях (См.технологическую схему). При отсутствии таких линий оборудование для участка приготовления начинки и глазури может быть изготовлено и поставлено ИК "ТриЭф". Далее начинка и глазурь насосом подаются по обогреваемому продуктопроводу в агрегат для формования конфет типа one-shot.
Перед формованием, в соответствии с технологией производства конфет, форму нагревают до необходимой температуры. Нагрев форм производится в камере нагрева форм. Дозировка пралиновой массы и шоколадной глазури в формы производится по объему, который соответствует определенной массе (весу) контролируемой агрегатом для формирования конфет.
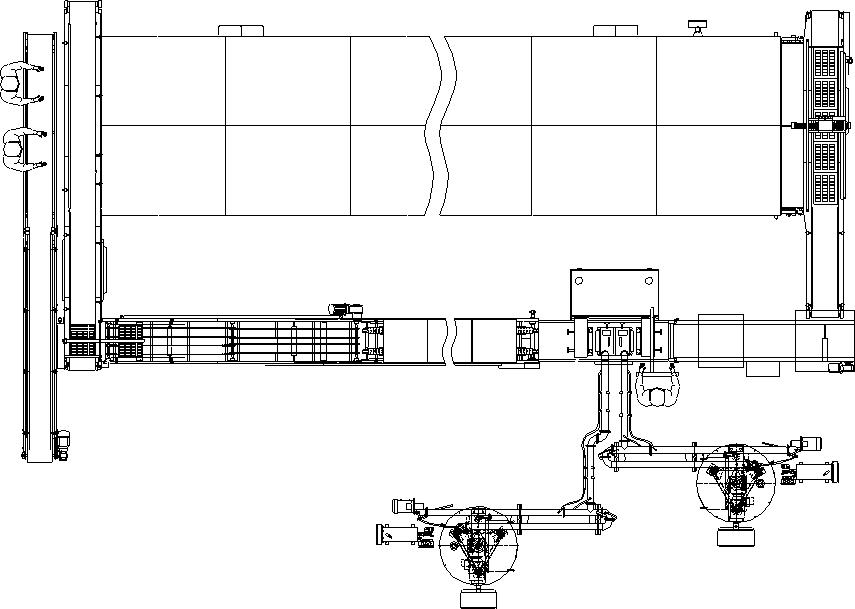
Разлитая в формы конфетная масса поступает на вибротранспортёр, представляющий собой лоток, который под влиянием эксцентриков совершает колебания (См.планировочное решение). Форма с конфетной массой медленно перемещается по уплотняющему вибротранспортёру. Продукт хорошо заполняет все углубления формы, содержащиеся в пралине мелкие пузырьки воздуха удаляются, в результате чего конфетная масса приобретает однородный цвет и блестящую поверхность. Обработанная конфетная масса после вибротранспортера поступает на ленточный транспортёр с толкателем. На данном транспортёре происходит стекирование форм по группам, и, после чего, с помощью толкателя формы сталкиваются в камеру охлаждения. Конфетная масса охлаждается в холодильной камере при различных температурных режимах.
Охлажденный продукт вручную выколачивается из форм на транспортер упаковки. Пустые формы укладываются на транспортёр, который производит транспортировку форм до определенной точки, а затем с помощью толкателя передает форму на другой транспортер, который в свою очередь опускает форму на заданную высоту и передает на следующий шнуровой транспортер, после чего форма попадает в камеру нагревания и затем к формующей машине.
Дальнейшая ориентация и перемещение конфеты на заверточную машину также может производиться на транспортерах автоматически.
Стоимость проекта определяется после согласования технологической схемы линии.
Сроки изготовления и поставки оборудования 100-120 дней.
Сроки монтажа и пусконаладки 12-16 дней.
Планировочное решение:
Состав линии для формования конфет типа one-shot
|
Поз. |
Наименование |
Кол-во, шт. |
Примечание |
|
Участок формования и транспортировки конфет | |||
|
1 |
1 |
| |
|
2 |
Щит управления |
1 |
|
|
3 |
1 |
| |
|
4 |
1 |
| |
|
5 |
1 |
| |
|
6 | Транспортер шнуровой наклонный
|
1 |
|
|
7 |
Агрегат для формования конфет типа one-shot
|
1 |
|
|
8 |
1 |
| |
|
9 |
Вибротранспортер 2500х560 |
1 |
|
|
Участок хранения и подачи глазури и начинки | |||
|
10 |
2 |
| |
|
11 | Продуктопровод обогреваемый
|
2 |
|
|
12 |
Насос НП-0,55 |
2 |
|
|
13 |
2 |
| |